1.ความหมายและหลักการหลัก

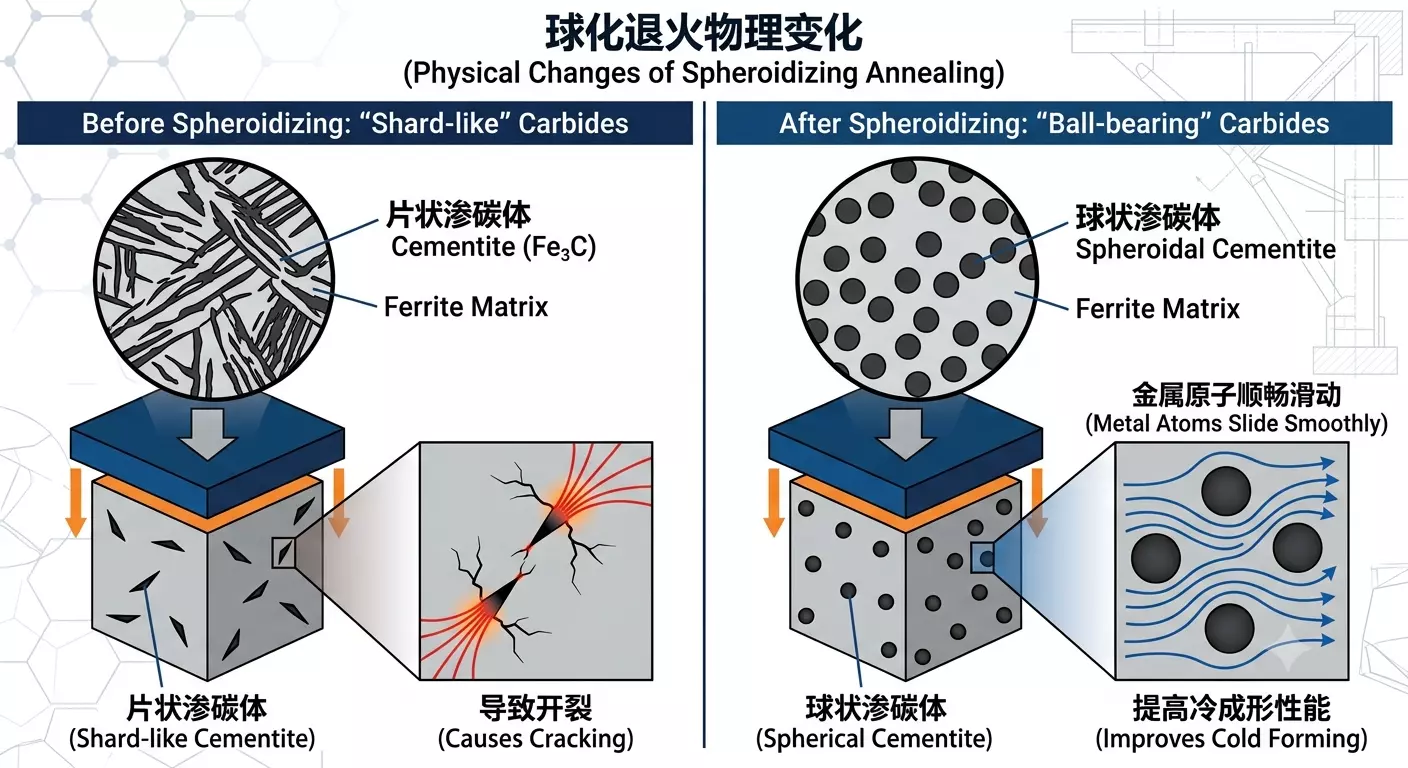
Spheroidizing Annealing เป็นกระบวนการบำบัดความร้อนซึ่งส่วนใหญ่ใช้สำหรับเหล็กกล้าคาร์บอนปานกลางเหล็กกล้าคาร์บอนสูงเหล็กกล้าโบรอนเหล็กกล้าอัลลอยด์และเหล็กกล้าคาร์บอนต่ำบางชนิดที่ต้องการประสิทธิภาพการขึ้นรูปเย็นสูงจุดประสงค์คือเพื่อเปลี่ยนสารคาร์บูไรซิ่ง (Fe, C) ซึ่งเดิมเป็น "ชั้นเกล็ด" หรือ "ตาข่าย" ภายในเหล็กให้เป็นอนุภาคทรงกลมที่กระจายตัวผ่านการให้ความร้อนในระยะยาวและการระบายความร้อนอย่างช้าๆ
การเปลี่ยนแปลงทางกายภาพ: ลองนึกภาพว่าเนื้อซีเมนต์ที่เป็นขุยเป็นเหมือนเศษแก้วซึ่งง่ายต่อการเจาะพื้นผิวโลหะและทำให้เกิดการแตกร้าวในขณะที่เนื้อซีเมนต์ทรงกลมเปรียบเสมือนลูกบอลในตลับลูกปืนเมื่อถูกบีบอะตอมของโลหะสามารถล้อมรอบ "ลูกบอล" เหล่านี้ได้เลื่อนได้อย่างราบรื่น
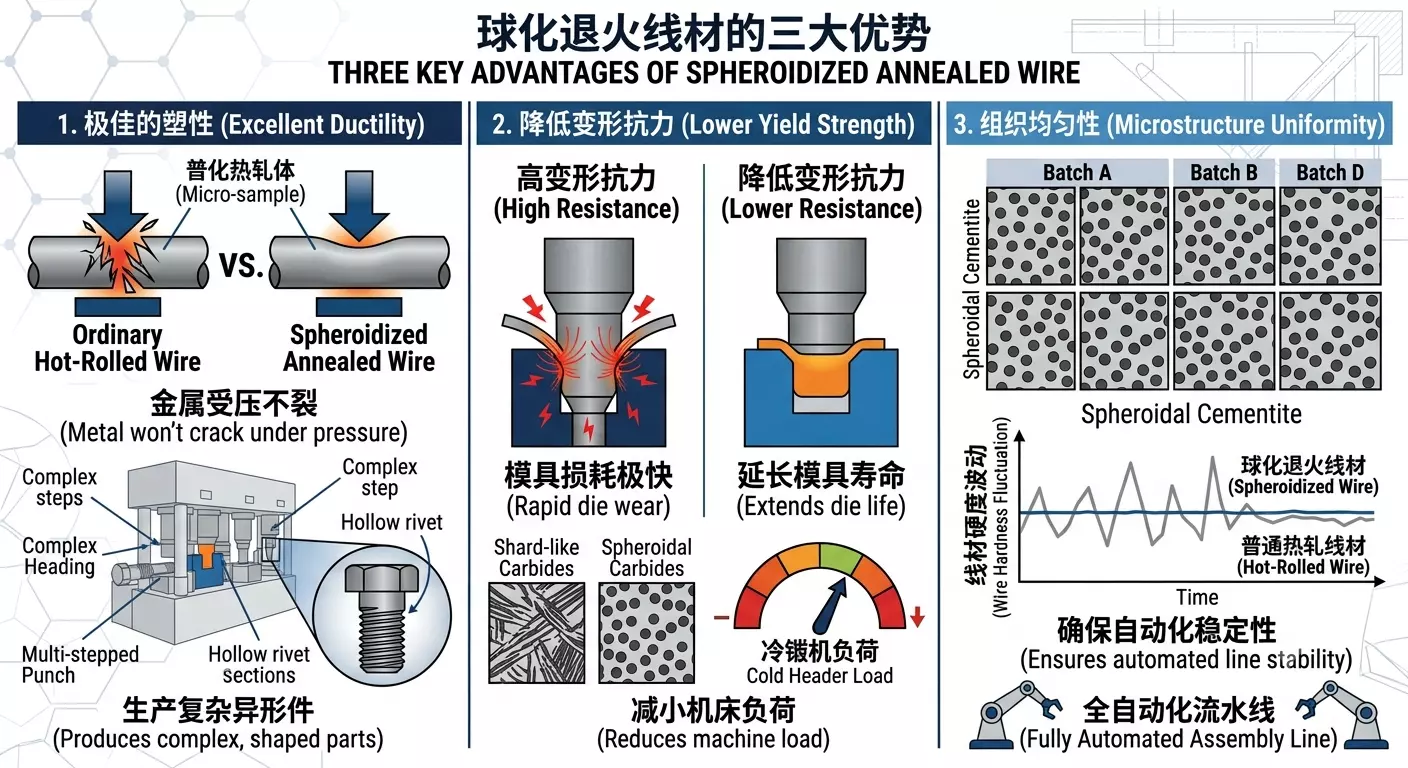
2.ทำไมต้องใช้ลวดทรงกลมสำหรับหัวเย็น?
แผ่นดิสก์ธรรมดา (สถานะรีดร้อน) มีความแข็งและเปราะสูงและหัวเย็นโดยตรงจะทำให้แม่พิมพ์สูญเสียเร็วมากและแม้แต่ชิ้นส่วนก็ระเบิดโดยตรงลวดอบทรงกลมมีข้อดีสามประการดังต่อไปนี้:
· ความเป็นพลาสติกที่ยอดเยี่ยม (ความเป็นพลาสติกที่ยอดเยี่ยม): เมื่อโลหะอยู่ภายใต้แรงกดดันอย่างมากก็สามารถเปลี่ยนรูปได้อย่างรุนแรงโดยไม่มีรอยแตกขนาดเล็กสิ่งนี้จำเป็นสำหรับการผลิตชิ้นส่วนรูปทรงพิเศษที่ซับซ้อนเช่นหมุดกลวงและสลักเกลียวขั้นบันได
· ลดความต้านทานการเสียรูป (Lower Yield Strength): ลดภาระของเครื่องหัวเย็นและแม่พิมพ์และยืดอายุการใช้งานของแม่พิมพ์ที่มีราคาแพงอย่างมีนัยสำคัญ
· ความสม่ำเสมอขององค์กร (Microstructure Uniformity): ตรวจสอบให้แน่ใจว่าความแข็งของลวดแต่ละชุดมีความผันผวนน้อยมากและรับประกันความเสถียรของการผลิตสายการประกอบอัตโนมัติเต็มรูปแบบ
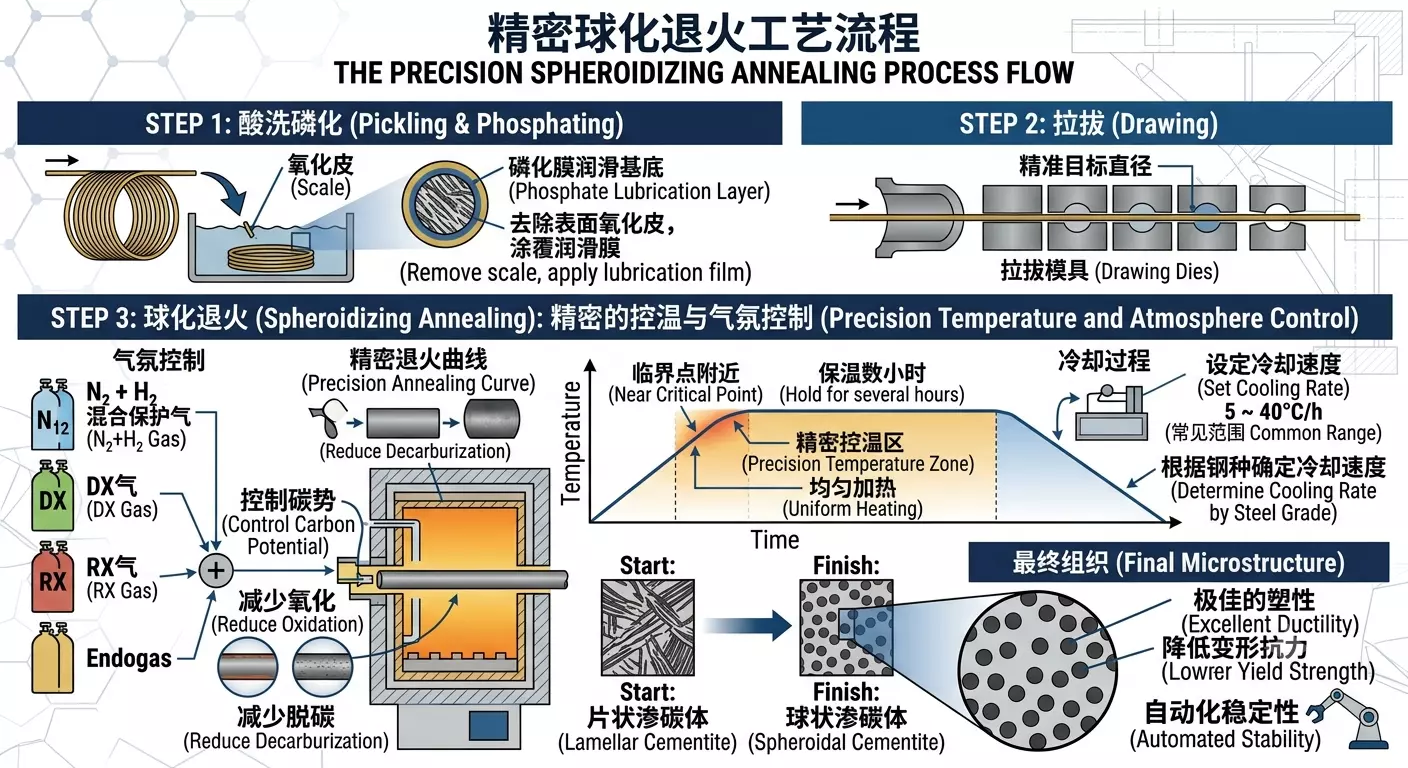
3.กระบวนการผลิต
การหลอมทรงกลมไม่ใช่ "การเผา" ง่ายๆแต่เป็นกระบวนการควบคุมอุณหภูมิที่ซับซ้อนมาก:
1.Pickling & Phosphating (Pickling & Phosphating): ขจัดคราบออกไซด์บนพื้นผิวและเคลือบด้วยฟิล์มฟอสเฟตเป็นสารหล่อลื่น
2.วาด: ดึงลวดให้มีเส้นผ่านศูนย์กลางเป้าหมายที่แม่นยำ
Spheroidizing Annealing: ในเตาป้องกันบรรยากาศ (โดยปกติจะใช้ก๊าซป้องกันผสม Nหญิง H₂, ก๊าซ DX, ก๊าซ RX หรือ Endogas เพื่อปกป้องบรรยากาศและลดการเกิดออกซิเดชันและการสลายตัวโดยการควบคุมศักยภาพของคาร์บอน) ตรงกลางให้ความร้อนใกล้จุดวิกฤตอุ่นเป็นเวลาหลายชั่วโมงจากนั้นทำให้เย็นลงด้วยความเร็วที่กำหนดควรกำหนดอัตราการทำความเย็นตามเกรดเหล็กและโครงสร้างเป้าหมายช่วงทั่วไปคือประมาณ5 ~ 40 ℃/ชม.
ควรกำหนดกระบวนการทั่วไปของลวดหัวเย็นตามเกรดผลิตภัณฑ์และความต้องการของลูกค้า
RA:PC-RA
SA:PC-SA
RAIP:PC-RA-PC-D
(S)AIP:PC-SA-PC-D
SAF:PC-D-SA-PC
SAIP:PC-D-SA-PC-D
PASAF:PC-LA-PC-D-SA-PC
PASAIP:PC-LA-PC-D-SA-PC-D
PSASAIP:PC-SA-PC-D-SA-PC-D
ซึ่ง:
PC = การดองฟอสเฟต
LA = อุณหภูมิต่ำอบ
RA = การอบอ่อนธรรมดา
SA = การหลอมทรงกลม
D = ดึง
HD = ปั๊มตรง
AIP = กระบวนการอบอ่อน

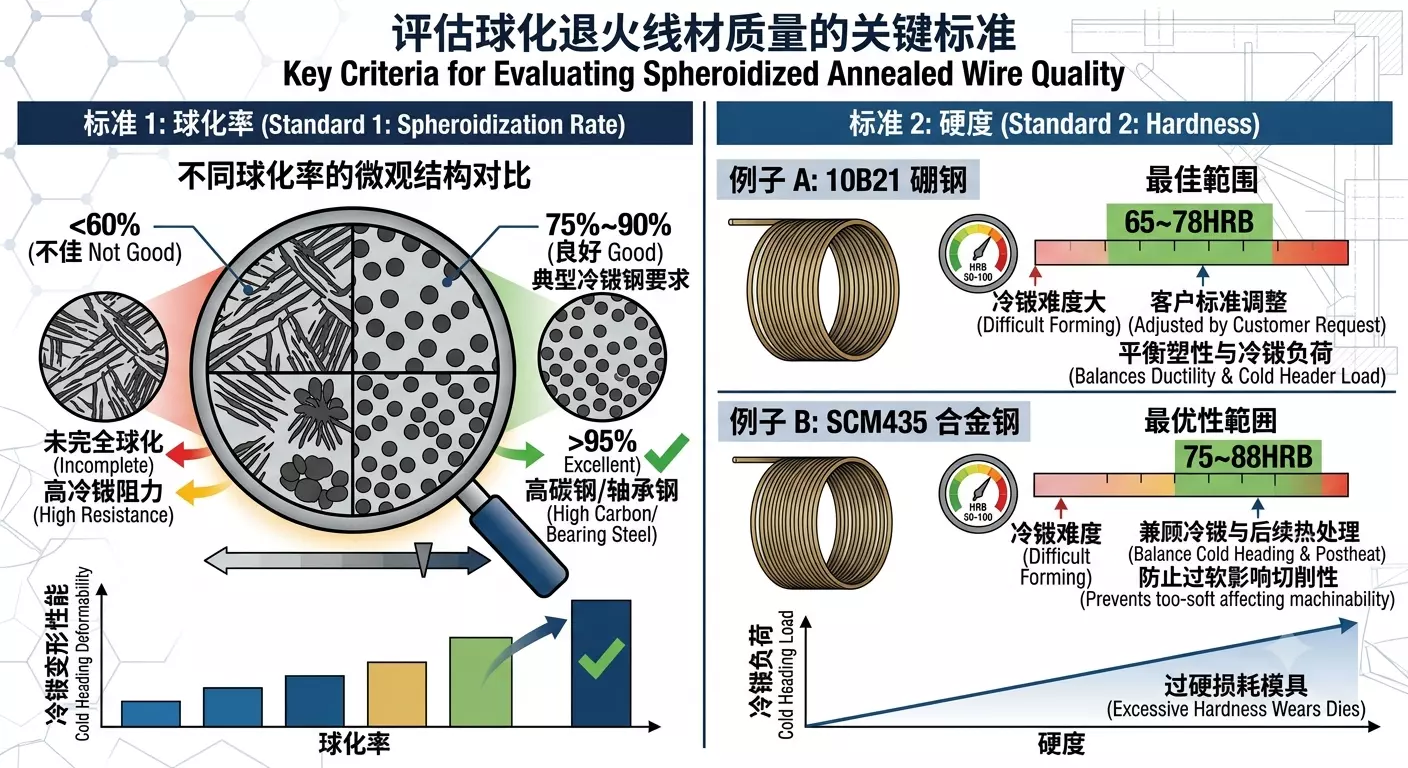
4.เกณฑ์การประเมินคุณภาพ
โดยปกติจะมีสองมาตรฐานในการตัดสินว่าลวดอบทรงกลมดีหรือไม่:
Spheroidization Rate: ควรกำหนดอัตรา Spheroidization ตามเกรดเหล็กและการใช้งานขั้นสุดท้ายเหล็กหัวเย็นทั่วไปต้องการประมาณ60% ~ 90% เหล็กกล้าคาร์บอนสูงและเหล็กแบริ่งมักต้องการโครงสร้างทรงกลมในระดับที่สูงขึ้น
ความแข็ง (Hardness): ตัวอย่างเช่นความแข็งหลังจาก10B21หลังจากการทำให้เป็นทรงกลมมักจะถูกควบคุมที่65 ~ ช่วง78HRB ปรับตามความยากของหัวเย็นและความต้องการของลูกค้าโดยปกติความแข็งของ SCM435จะถูกควบคุมที่75 ~ ช่วง88HRB เพื่อคำนึงถึงประสิทธิภาพของหัวเย็นและข้อกำหนดในการอบชุบด้วยความร้อนที่ตามมา